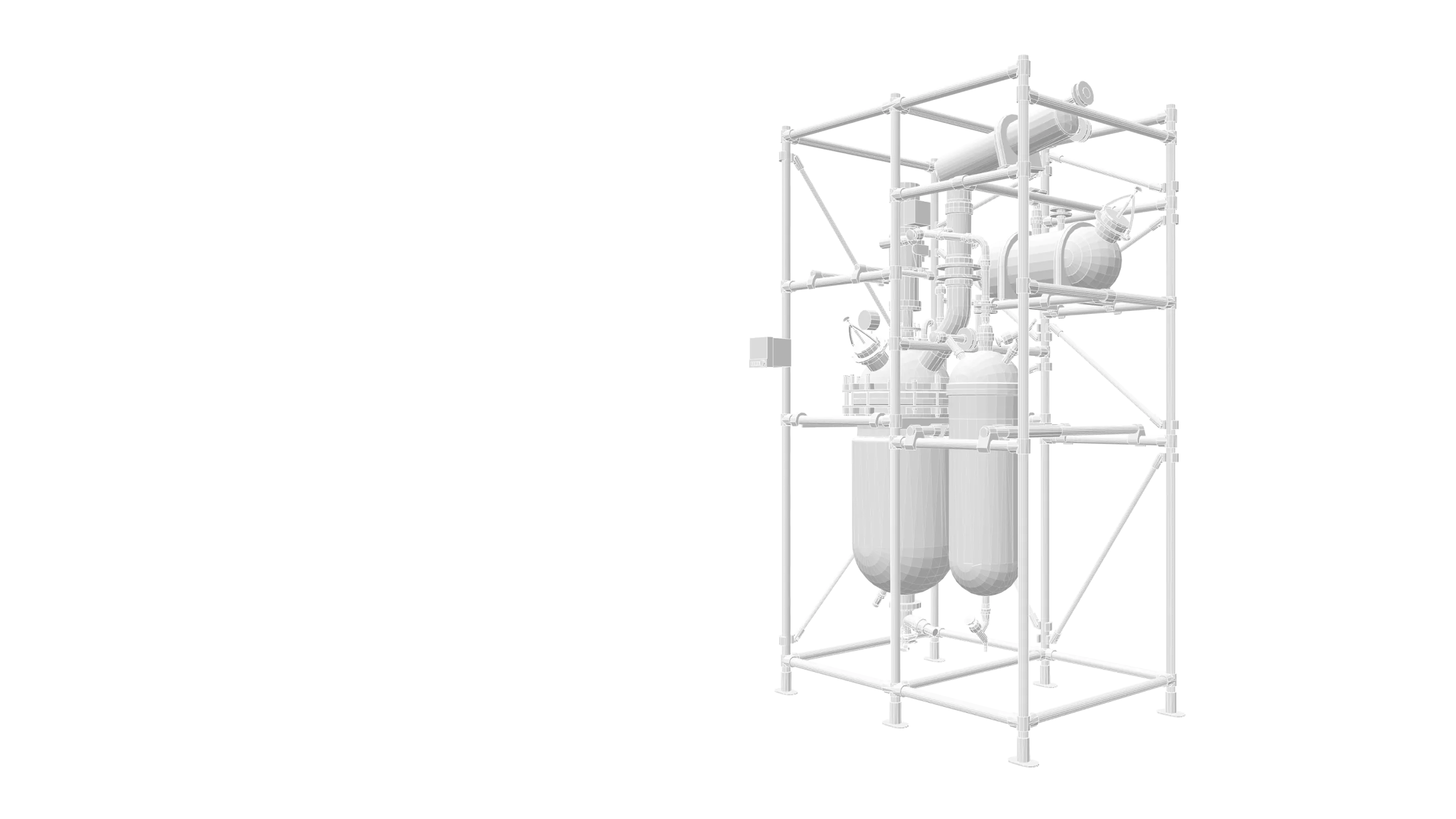
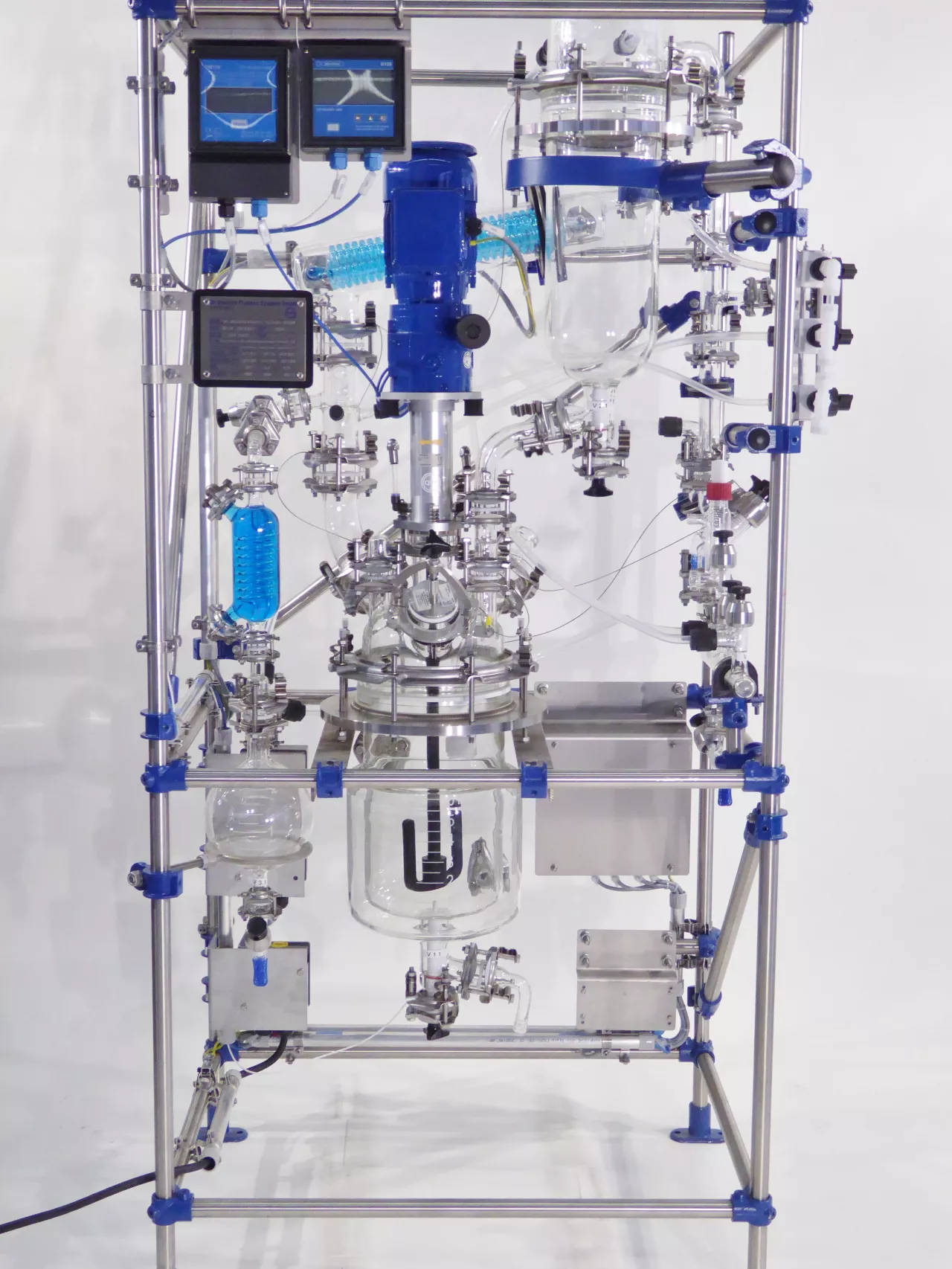
Universal Reactor
Complete solution from borosilicate glass 3.3 for synthesizing quantities that are too large for a lab scale three-neck flask.
Upgrade to a complete solution when a three-neck flask isn't enough
- Reaction unit including instrumentation
- Easy cleaning due to self-draining design
- Certificates for all materials in contact with product
- Robust stirrer drive
- For operation in EX-rated areas
Universal- Reactor
Complete solution
from borosilicate glass 3.3

Universal reactor highlights


Concept
When a conventional three-neck flask reaches its limits, the QVF® Universal Reactor offers the ideal solution for larger liquid-phase syntheses. This system enables safe and reproducible reactions under atmospheric pressure, vacuum, slight overpressure, or an inert gas atmosphere, with flexible operation across a temperature range from –20 °C to +150 °C.
Light-boiling components can be efficiently distilled off. The fully instrumented unit is ready for immediate operation and requires only connection to the heating and cooling media.
The reactor design enables simple and safe cleaning via integrated CIP nozzles, ensuring efficient maintenance and reduced downtime. All intrumentations is Ex-rated in accordance with German and European standards, making the reactor suitable for operation in hazardous areas.
This compact glass reactor system combines safety, flexibility, and reliable process performance, making it ideal for laboratory and pilot-scale applications, chemical and pharmaceutical research, as well as process development.
Function
The addition of reactants to the reactor is carried out through a hand hole equipped with a quick-release closure, ensuring safe and convenient charging. By applying vacuum to the feed vessel, additional reactants can be sucked into the vessel and subsequently dosed via a dip pipe directly into the liquid reaction phase.
The valve manifolds enable operation of the entire unit or individual receivers under vacuum, slight overpressure, or an inert gas atmosphere up to +0.5 bar, providing flexible operating conditions for a wide range of processes.
Temperature control of the jacketed glass reactor vessel is achieved using thermal fluids within a temperature range from –50 °C to 200 °C. The reactor temperature is precisely monitored by a Pt-100 temperature sensor located at the bottom outlet valve. This configuration allows precise control of the reaction temperature at or below the boiling point of the reaction mixture, enabling operation under total reflux or distillation. Stirring and heat transfer can be reproducibly adjusted via a continuously variable stirrer drive.
The optional OptiMix® baffle system further enhances mixing efficiency while preventing vortex formation. After completion of the reaction, solvents or other low-boiling components can be removed by distillation into a dedicated distillate receiver. Temperature-sensitive products can be distilled at reduced temperatures under vacuum, enabling safe and efficient processing while protecting sensitive compounds.
Special benefits of our universal reactors range
Reactor sizes: standardized volumes from 6 L to 50 L
Ready for operation: delivered fully assembled and ready for use
Cleaning: self-draining design simplifies cleaning
Material certification: all product-contact components are certified
Complete system: includes integrated instrumentation and a robust stirrer unit
Ex compliance: suitable for Ex-rated areas and processes
Options
- OptiMix® Baffles
- Triple walled reactor
- Triple wall-OptiMix® Reactor
- Inert gas manifold
- Vacuum manifold including pressure release valve and rupture disc
- CIP-Nozzle made of PTFE or stainless steel
- RPM-Measurement
- pH-Measurement
- Automated system with integrated control
- Magnetic coupled stirrer
- Safety tray
- Operation in zone 1 IIC outside and 0 II C inside the unit
Need more info?
Documents for download
Request a download
In order to process your brochure request efficiently, we kindly ask you to provide the required information through our form.