Why it’s Sometimes Better to Buy a New Heat Exchanger than Keep your Old One
“They don’t make them the way they used to,” is a common saying that can apply to many appliances and other products that are simply not made with the same quality today as they were constructed 20, 30, or 40 years ago. While you can brag about your ancient toaster oven that’s still consistently browning your english muffins to perfection, there are certain types of equipment when it actually becomes counter-productive for you to keep in use.
The truth is, the new ones can be a lot better, in more ways than one. In addition to excessive energy consumption, old equipment tends to experience more downtime, as failures arise more readily and more maintenance is required. This lost time needs to be taken into account when you are considering a new solution that would be able to work for longer periods without requiring any service. In these instances, the best option might be for you to ditch your old (albeit still running) unit and upgrade to a new one to take advantage of the new capabilities that are available.
When is it a good idea to spend money on a new piece of equipment when you have one in use that’s working? Most plant managers who run their facility on tight operating expenses are looking to cut costs wherever they can and live by the motto, “If it’s not broke, don’t fix it”. That’s not always the case, however, especially when it concerns equipment used in the chemical process industries. When you consider new developments and technology that has been discovered and implemented in the past decade, newer equipment can not only enhance the performance of your process but improve efficiency and productivity to such an extent that when you evaluate all the long-term improvements a new unit can make in an application, it often outweighs the capital expenditure.
Heat exchangers are a perfect example of equipment that fit into this category. There are numerous issues that are prevalent in heat exchanger operation including corrosion, fouling, and thermal expanion. These problems not only impact the reliability of the units but their lack of efficiency can play a significant role in prolonging process times. Just think how much more productive and profitable your process would be if you could run five batches in the time it once took you to run four? This is the kind of efficiency that can be created from new, performance-enhancing heat exchangers.
Before we get into what’s better about new heat exchanger designs, let’s look at the primary models used in CPI operations. There are various heat exchanger solutions, and the different styles work better for some applications than others. While there are many variations, the three main types are categorized as follows:
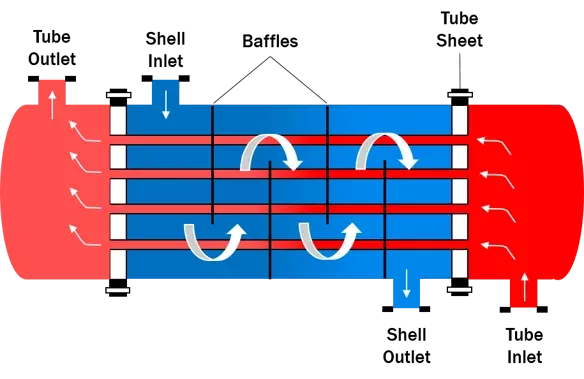
Shell-and-tube heat exchangers – these continue to remain a steadfast pillar in the chemical process industry due to their versatility. The design consists of a bundle of tubes containing fluid that run longitudinally through a shell holding a second type of fluid. Fundamentally, the shell fluid flows over the tubes, enabling heat transfer to take place.
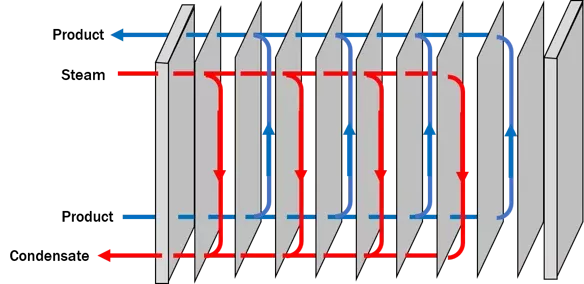
Plate-based heat exchangers – these designs feature plates that enable the fluids to be exposed to a larger surface area than other designs. The two most popular types of plate HE’s are the welded-plate and gasketed-plate styles. Their compact designs make them advantageous for use in small spaces and the materials of construction (usually stainless steel or alloy construction) enable them to be used in operations that require high pressure and temperature allowances.
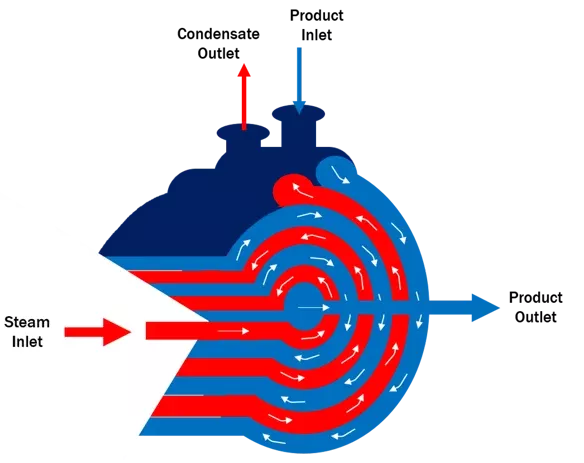
Coil/Spiral heat exchangers – In this arrangement, two fluids counter-flow parallel to one another through a set of helical tubes. With a compact design, these units provide excellent thermal efficiency in demanding applications and have a lower fouling tendency, making them a viable choice for difficult services.
Again, there are many more types of heat exchangers than just the three listed above, but this gives you a sense of the three most popular designs. So, getting back to the discussion at hand, why should you consider getting a new heat exchanger if you have an older one that still works?
BETTER MATERIAL OF CONSTRUCTION
Many improvements have been made to today’s materials of construction. Old heat exchangers that were built more than two decades ago probably were manufactured with carbon steel or copper tubes which were the most popular metals to use back then. Fast forward to todays process environments and those MOCs don’t cut it when it comes to corrosion resistance, especially with some of the corrosive products that are found in many modern applications. Additionally, some old equipment that could not withstand the corrosive environment of a particular process was built with thickened material as a way to compensate for the corrosion that was inevitably going to occur. While some may consider that a clever workaround, it’s more or less a makeshift way of getting use out of equipment that would otherwise be considered unusable for that type of application. Materials utilized today don’t need to be thickened for corrosion as there are different blends of metals and entirely new ones that are designed to handle the corrosive qualities of modern chemicals. Plus, the new materials are lighter in weight and more reliable, providing better efficiency.
SAFER DESIGNS
Another important factor to consider is safety. New equipment made with the latest and greatest materials of construction and designs come with higher safety standards than older equipment. In fact, some older heat exchangers don’t meet the environmental or safety credentials that have been put in place in recent years by TEMA (Tubular Exchangers Manufacturer’s Association).
New developments in heat exchanger design have also been made to combat the flaws of their predecessors. In processes where thermal expansion occurs at different rates, unnecessary stress put on the heat exchanger can cause it to rupture over time. Recurring issues such as the flow-induced vibrations in shell and tube heat exchangers also raise a red flag with respect to safety. And while expansion joints can be used to combat these issues, updated designs provide better solutions such as a floating tube sheet-style exchanger that is fixed in place on one end but allowed to move within the shell at the other end. The spring action that is enabled prevents the unit from being damaged during thermal expansion. Sealing technology has also advanced to make units safer with respect to cross-contamination.
MORE OPTIONS FOR UNIQUE APPLICATIONS
Some types of heat exchangers may not have been considered for CPI equipment in the past, but design and manufacturing improvements now make those technologies a viable solution for many demanding chemical process applications, even severe service processes and pharmaceutical applications which require an extra level of reliability (to guarantee no cross contamination and withstand increased pressure and temperature requirements and differentials) as well as compliance (in the case of cGMP processes that are mandated by the FDA).
An example of such a unit that solves a problem for the pharmaceutical industry in particular is the QVF coil-type heat exchanger. Made of inert borosilicate glass 3.3, the material provides excellent corrosion resistance and the benefit of optimal process visibility. The tube coil is fused to the shell to provide a seal-free solution, eliminating any risk of cross-contamination between the two fluids. Another unique option for some applications that involve difficult to process, highly viscous fluids, is mixing. By incorporating a mixing component within the heat exchanger, it can effectively increase heat transfer and reduce burning of the product.
Improving the efficiency of your operation does come at a cost, but it’s important to consider what it’s costing you to not make those improvements. With new models featuring improved materials, safer designs, and better options to increase efficiency and uptime, the solution to enhancing the performance of your process might be through replacing your old heat exchanger with a new one. New technologies and customizable designs can enable you to have a solution created to perfectly match your requirements.
DDPS offers a range of shell and tube (in various materials) and glass coil heat exchangers that optimize your heat transfer requirements while providing chemical resistance, resistance to abrasion, and ease of cleaning. By providing us with the parameters of your process, our customer engineers can pinpoint the appropriate size and type of heat exchanger that is the optimal solution to your process requirements. Our heat exchangers are available as stand alone equipment or can be incorporated into a system. Contact us for more information.