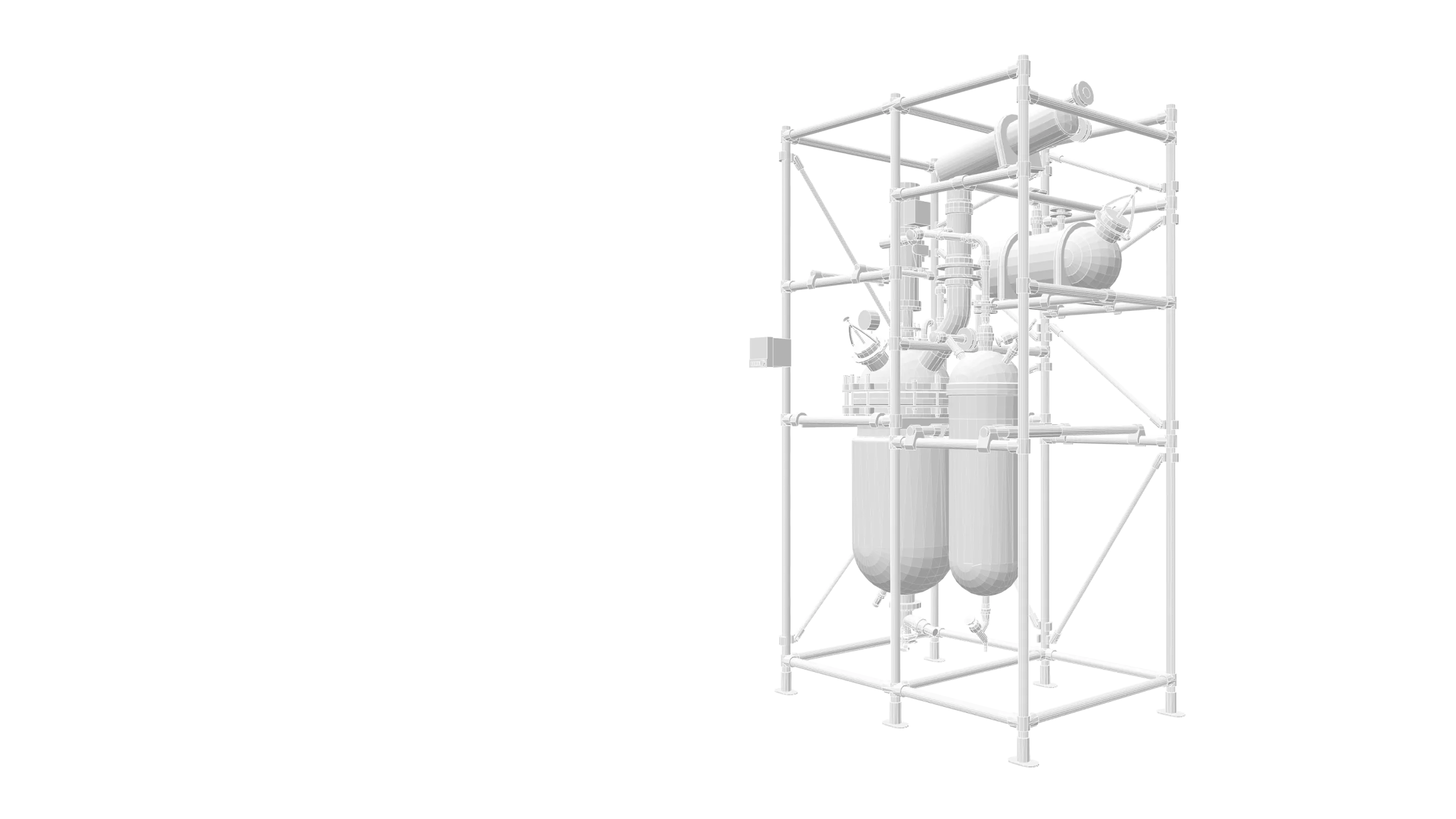
Universal Reaktor
Komplettlösung aus Borosilikatglas 3.3 - ideal, wenn Labormaßstab und Dreihalskolben an ihre Grenzen stoßen.
Die ideale Lösung, wenn ein Dreihalskolben zu klein wird
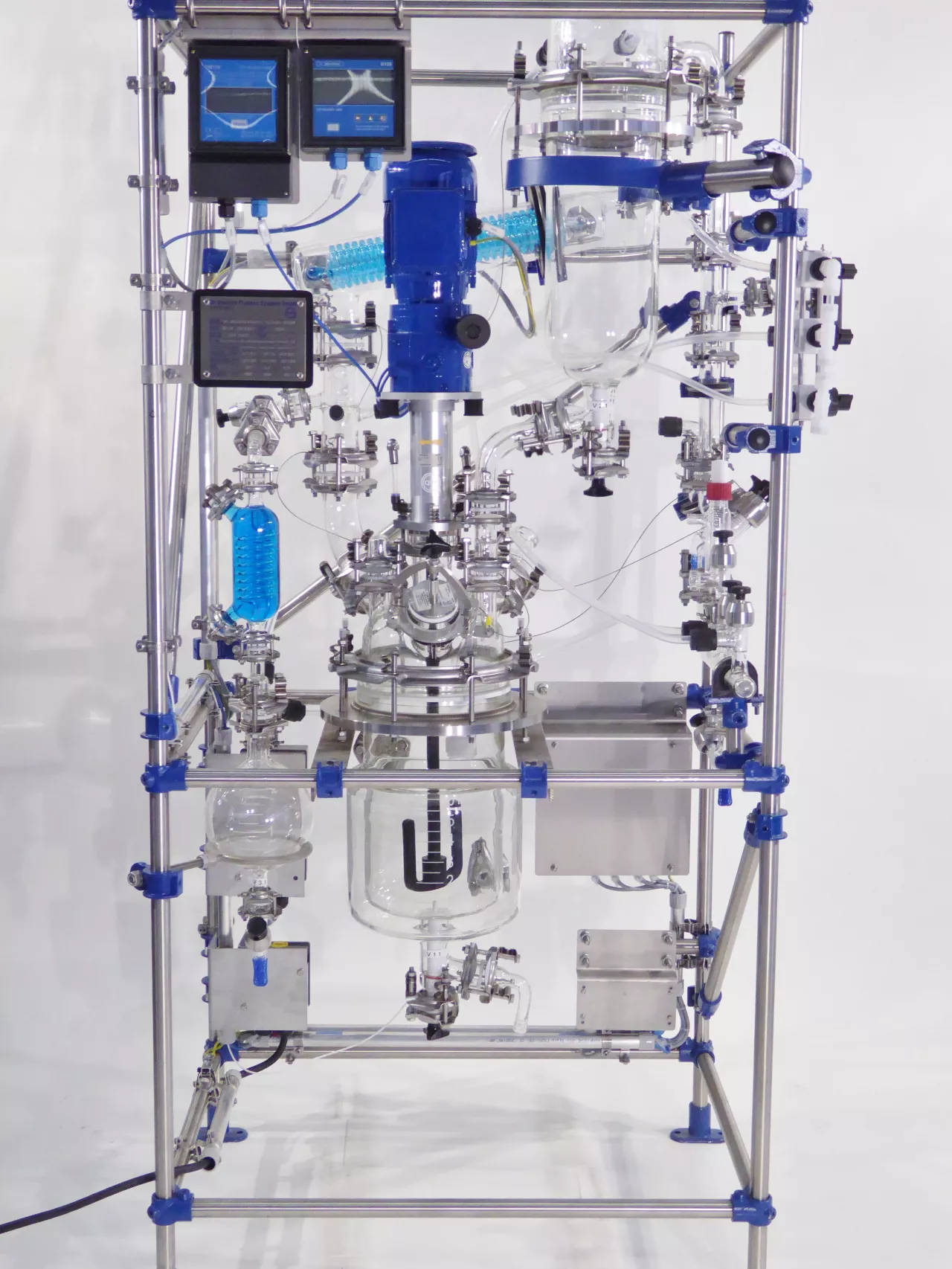
- Reaktionsanlage inkl. Messtechnik
- Einfache Reinigung durch selbstentleerende Konstruktion
- Materialzertifikate für alle produktberührten Komponenten
- Robuster Rührerantrieb
- Einsetzbar im Ex-Bereich
Universal Reaktor
Komplettlösung aus Borosilikatglas 3.3

Highlights des Universalreaktors


Konzept
Wenn der klassische Dreihalskolben an seine Grenzen stößt, bietet der QVF® Universalreaktor die ideale Lösung für Synthesen im Kilo-Labor- und Pilotmaßstab. Das System ermöglicht sichere und reproduzierbare Flüssigphasen-Reaktionen unter Normaldruck, Vakuum, leichtem Überdruck oder Inertgas bei flexiblen Betriebstemperaturen von –20 °C bis +150 °C.
Leichtsieder lassen sich nach der Reaktion effizient und kontrolliert abdestillieren. Die integrierte Mess- und Anzeigentechnik sorgt für maximale Prozesskontrolle, während der Anschluss an Kühl- und Wärmeträgermedien eine schnelle Inbetriebnahme ermöglicht.
Die Konstruktion des Reaktors ermöglicht eine einfache und sichere Reinigung über integrierte CIP-Düsen und sorgt so für eine effiziente Wartung und reduzierte Stillstandszeiten. Die ex-geschützte Ausführung nach deutschen und europäischen Richtlinien gewährleistet höchste Sicherheit – auch für den Einsatz in Ex-Zonen.
Dieses kompakte Reaktorsystem vereint Sicherheit, Flexibilität und Leistung und ist optimal für Labor- und Pilotmaßstabanwendungen, Chemie- und Pharmaforschung sowie Prozessentwicklung geeignet.
Funktion
Die Reaktanden werden über ein Handloch mit Schnellverschluss in den Reaktor eingebracht, wodurch eine sichere und komfortable Beschickung gewährleistet wird. Durch Anlegen eines Unterdrucks am Zulaufgefäß lässt sich eine zusätzliche flüssige Komponente ansaugen und anschließend kontrolliert über ein Einleitrohr direkt in die Reaktionslösung dosieren.
Die integrierten Ventilinseln ermöglichen den Betrieb der gesamten Anlage oder einzelner Vorlagen unter Vakuum, leichtem Überdruck oder Inertgasatmosphäre bis +0,5 bar und ermöglichen einen flexiblen Betrieb für unterschiedlichste Prozesse.
Die Temperierung des Reaktors erfolgt über ein flüssiges Temperiermedium im Bereich von –50 °C bis +200 °C. Die Reaktortemperatur wird präzise mit einem Pt-100-Temperatursensor im Bodenventil gemessen und erlaubt den Betrieb unterhalb oder am Siedepunkt des Reaktionsgemisches. Dadurch sind sowohl vollständiger Rückfluss als auch das Abdestillieren von Leichtsiedern möglich.
Der stufenlos regelbare Rührwerksantrieb stellt reproduzierbare Mischbedingungen und einen effizienten Wärmeübergang sicher. Das optionale OPTIMIX®-Stromstörersystem gewährleistet eine sehr gute Durchmischung ohne Trombenbildung.
Nach Abschluss der Reaktion können Lösungsmittel oder andere leichtsiedende Komponenten abdestilliert und in einen Destillatsammelbehälter überführt werden. Temperaturempfindliche Produkte lassen sich unter Vakuum bei reduzierter Siedetemperatur schonend destillieren.
Besondere Vorteile unserer Universalreaktoren
Reaktorgrößen: standardisierte Volumina 6 L bis 50 L
Betriebsbereitschaft: sofort einsatzbereit für eine schnelle Inbetriebnahme
Reinigung: selbstentleerendes Design für besonders einfache Reinigung
Zertifizierte Werkstoffe: Materialzertifikate für alle produktberührten Komponenten
Komplettsystem: inklusive Instrumentierung und robustem Rührwerk
Ex-Schutz: geeignet für sichere Prozesse im Ex-Bereich
Optionen
- OptiMix®-Stromstörer
- Dreiwandreaktor
- Dreiwandreaktor mit OptiMix®-Stromstörer
- Inertgasverteiler
- Vakuumverteiler inkl. Überdruckventil und Berstscheibe
- CIP-Düse aus PTFE oder Edelstahl
- Drehzahlmessung (RPM)
- pH-Messung
- Automatisiertes System mit integrierter Steuerung
- Magnetgekuppeltes Rührwerk
- Auffangwanne
- Zone 1 IIC außen und 0 IIC innen
Sie haben Fragen?
Dokument zum Download
Anforderung eines Downloads
Um Ihre Broschürenanforderung effizient bearbeiten zu können, bitten wir Sie, die erforderlichen Informationen über unser Formular anzugeben.