Réacteur universel
La solution complète si le flacon à 3 cols devient trop petit !
La solution complète si le flacon à 3 cols devient trop petit !
- Unité de réaction inclant instrumentation-EX
- Nettoyage facile en raison de la construction auto-drainant
- Certificats pour le matériau en contact avec le produit
- Entraînement robuste de l'agitateur
- Pour une utilisation dans les zones classées EX
RÉACTEUR UNIVERSEL
Solution complète en verre borosilicaté 3.3

Les points forts du réacteur universel


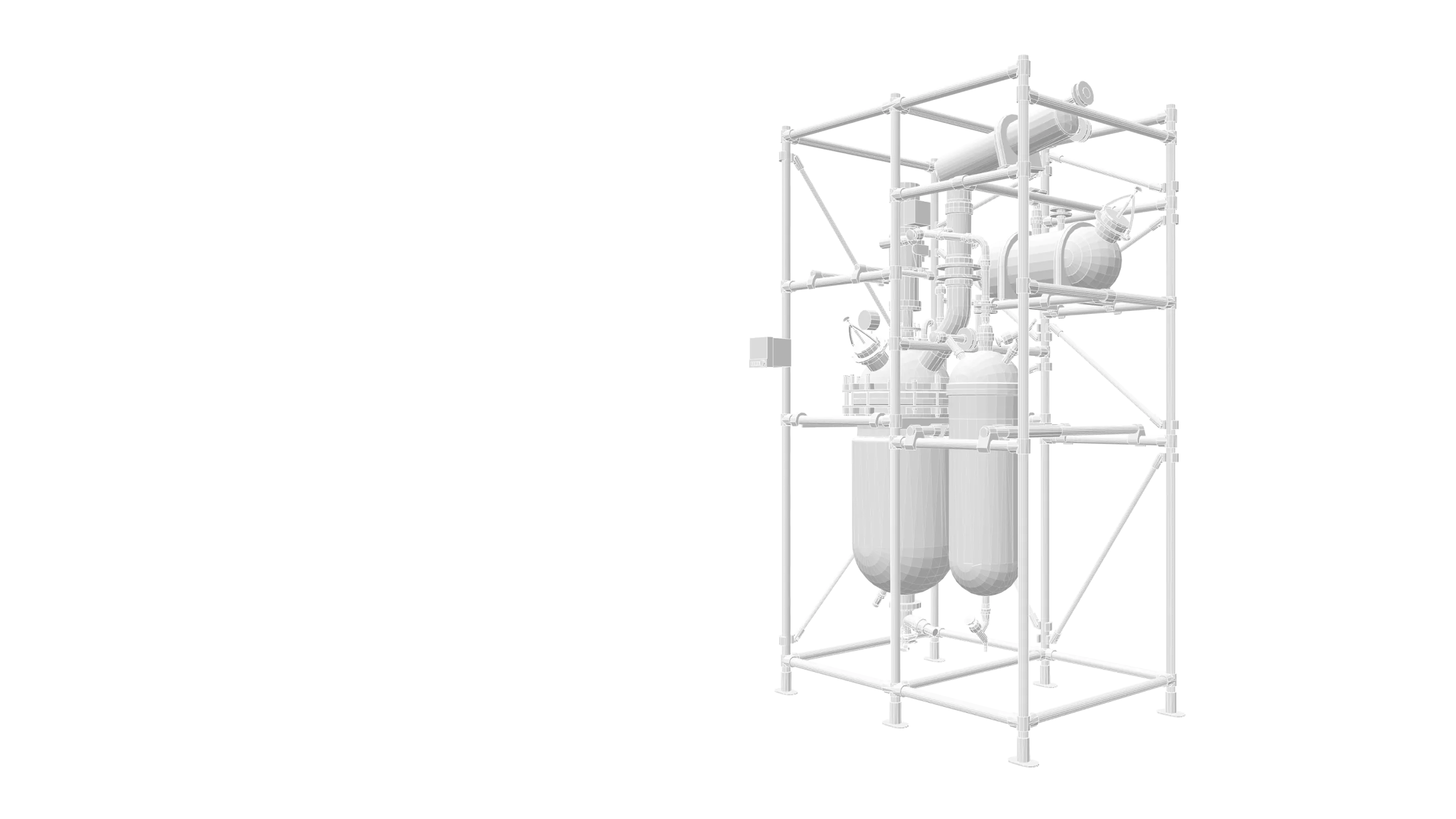
CONCEPT
Le réacteur universel QVF® représente la solution lorsque de plus grandes quantités, qui ne peuvent pas être manipulées au laboratoire avec un flacon à 3 cols, doivent être synthétisées. Il est possible, avec cette unité, de réaliser des réactions de façon sécuritaire avec de plus grandes quantités dans la phase liquide sous gaz inerte entre -20 et 150 °C. Les composants avec de faibles points d'ébullition peuvent être éliminés par distillation. Le réacteur universel QVF® est muni d'instruments nécessaires, prêts à l'emploi, qui nécessitent seulement une connexion aux moyens de chauffage et de refroidissement. La construction de l'unité de réaction permet un nettoyage simple et fiable à travers des buses CIP. Les instruments de l'unité sont classés EX selon les règlements européens et allemands ; ce qui signifie que l'unité en entier peut être utilisée dans des zones classées EX.
Avantages particuliers de notre gamme de réacteurs universels
Standardized up to 50L reactor volume
Easy cleaning due to self-draining construction, certificates for material in contact with product
System includes instrumentation & a robust stirrer drive
For EX-rated areas and processes
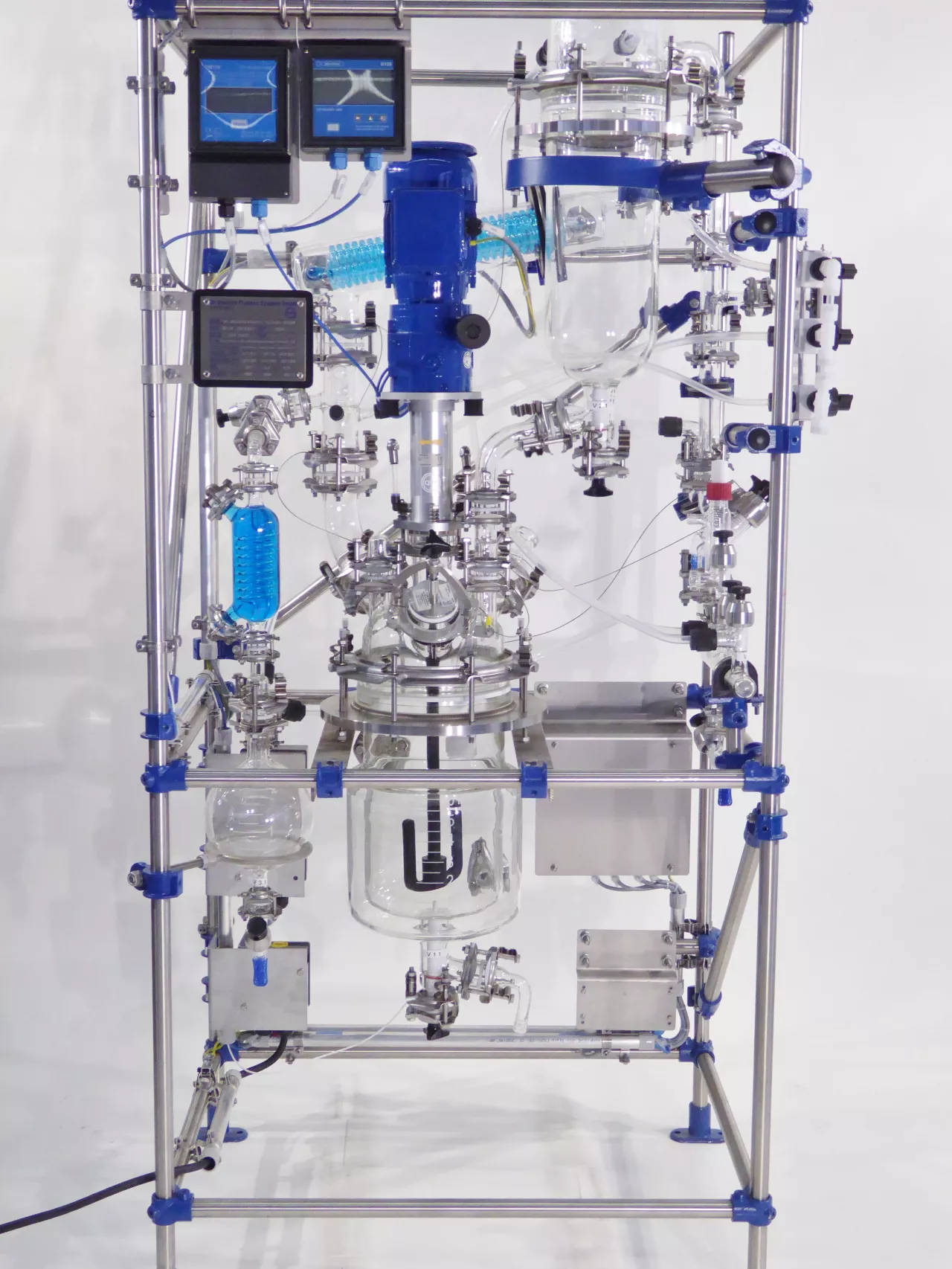
Function
The addition of the reactants into the reactor is done through the hand whole equipped with a quick release closure. By applying vacuum to the feed vessel another reactant can be sucked into the feed vessel and afterward dosed through a dip pipe directly into the liquid reaction phase. The valve assemblies permit to operate the complete unit as well as single receivers under vacuum or slight inert gas overpressure up to +0.5barg.
Tempering of the jacketed reaction vessel is done by thermo liquids in a temperature range between -50°C and 200°C. This way the temperature in the reactor, which is captured precisely by a Pt-100 temperature sensor in the bottom outlet valve, can be adjusted below or at the boiling point of the reaction mixture. This permits operation under total reflux or distillation. The mixing process and the heat transfer can be adjusted reproducibly at the continuously adjustable stirrer drive.
The OptiMix® baffle system provides maximum mixing performance without splashing the reaction solution against the inner wall of the reactor. After the reaction solvents or other light boiling components can be withdrawn out of the reactor into the distillate receiver by distillation. Temperature sensitive products can be distilled at lower temperatures under vacuum.
Options
- OptiMix Baffles
- Triple walled reactor
- Triple wall-baffled OptiMix reactor
- Inert gas connection
- Vacuum connection including pressure release valve and bursting disc
- CIP-Nozzle made of PTFE
- CIP-Nozzle made of stainless steel
- RPM-Measurement
- pH-Measurement
- Magnetic coupling
- Safety tub
Vous avez une question ?
Nos équipes sont prêtes à collaborer avec vous et à fournir des solutions pour vos projets